Theory of Constraints

The Theory of Constraints (TOC) is an overarching managerial approach built on the essential premise that every interconnected operational sequence—ranging from production and logistics to strategic planning and service delivery—possesses only one fundamental resource or organizational rule, referred to as the constraint, that dictates its ultimate performance ceiling. To achieve fast and substantial improvements in output, all organizational efforts must be concentrated exclusively on enhancing this constraint. Optimizing components that are not the bottleneck is ultimately unproductive, as this merely generates surplus inventory and useless activity without truly increasing the throughput of the entire system. The strength of this methodology resides in its structured, five-step cyclical process, which ensures the continuous discovery and resolution of these bottlenecks, thereby guaranteeing that the whole enterprise functions in absolute synchronicity with the singular source of its limitation.
Who developed the Theory of Constraints?
Dr. Eliyahu M. Goldratt, an Israeli physicist and business consultant, introduced TOC in his 1984 business novel The Goal.
What is a constraint in TOC terms?
A constraint is any factor limiting a system's total output. It can be physical equipment, market demand, a company policy, or a lack of skilled personnel.
What are the Five Focusing Steps?
TOC's core cycle: identify the constraint, exploit it fully, subordinate everything else to it, elevate it, and then repeat the process once the constraint shifts.
How does TOC define Throughput?
Throughput is the rate at which the system generates money through sales, calculated as total sales revenue minus truly variable costs, primarily raw materials.
How does TOC differ from traditional cost accounting?
TOC prioritizes maximizing system throughput over reducing local costs. It argues that cutting expenses at non-bottleneck resources is counterproductive if doing so slows the actual constraint.
The intellectual foundation of the Theory of Constraints (TOC) originated with Dr. Eliyahu M. Goldratt, an insightful Israeli business consultant, author and theoretical physicist. Goldratt initially presented the foundational concepts of TOC in his 1984 book, The Goal. Although framed as an engaging work of business fiction, the book rapidly became a cornerstone text in production operations and global organizational enhancement, laying out a groundbreaking method for systemic optimization. Goldratt, leveraging his background in the exacting field of physics, applied the precise methodology of natural science to the complex dynamics of industrial production, conceptualizing a factory or a company as an intricate system of dependent activities.
His most profound conceptual contribution was the realization that the true capacity of a system is never the simple average of its individual components, but rather the maximum output permitted by its most overburdened asset. This powerful observation directly contested prevailing practices in operations management, which traditionally advocated for distributing capacity uniformly across all stages of a process. Goldratt firmly argued against this conventional approach, asserting that equalizing capacity inevitably resulted only in the undesirable accumulation of work-in-progress inventory immediately before the slowest station and caused delays for resources situated further down the line. In stark contrast, he passionately promoted the central concept of calibrating the flow of work according to the precise capability of the single bottleneck.
Following the extensive adoption and success of The Goal, Goldratt established the A. E. Goldratt Institute to continue developing and spreading his complete management worldview. Over several subsequent decades, the scope of his original theory expanded significantly, moving well beyond its initial exclusive focus on manufacturing environments. Goldratt and his associates engineered numerous systematic tools, collectively known as the Thinking Processes (TP), designed to tackle intricate organizational dilemmas spanning financial measurement, distribution channels, sales strategy and overall corporate direction. These logical instruments provided a stringent, cause-and-effect technique for complex problem resolution, transforming TOC into an all-encompassing strategic framework for guiding disciplined, systemic transformation in any environment characterized by resource interdependencies. Although Goldratt passed away in 2011, his significant contributions endure through a worldwide network of certified professionals and academic bodies committed to teaching and practically applying this disciplined, constraint-centric methodology. His lasting impact rests on fundamentally reorienting managerial attention from the pursuit of local cost reduction to the singular objective of maximizing total system throughput.
The Framework
The Theory of Constraints offers a robust, repeating methodology essential for achieving durable system improvement, neatly formalized into the Five Focusing Steps. This circular process provides a straightforward, practical roadmap for any organization aiming to boost its effectiveness by strategically governing its limitations instead of merely reacting to them.
Foundational Performance Metrics
Before systematically engaging the five steps, it becomes necessary to internalize the unique financial measures employed by TOC, as these metrics deliberately orient decision-making toward maximizing flow, standing in stark contrast to conventional cost accounting practices (Accounting Industry). These measures provide the language of the system.
Throughput (T)
Throughput represents the specific speed at which the entire system generates monetary value directly through actual sales. It is mathematically determined by subtracting the truly variable expenditures from the total sales revenue (Total Variable Cost). In nearly all modern operational scenarios, the only cost considered genuinely variable is the expense of the raw materials consumed. This singular metric deliberately focuses the organization on the rapid conversion of starting materials into cash flow, elevating speed and confirmed customer orders above the goal of simply slashing general overhead. Throughput fundamentally serves as the ultimate measurement of the system's capacity to successfully achieve its stated purpose. A rhetorical device to remember this is viewing Throughput as the “heartbeat” of the organization, representing the essential circulation of value.
Inventory (I)
Inventory, within the precise language of TOC, is broadly defined as the collective investment of capital the system commits to resources it ultimately plans to sell. This definition encompasses raw components, partially completed work-in-progress, final finished products and even the long-term investment in facilities, machinery and physical infrastructure. The core operational objective is always to minimize inventory, since excessive stock unnecessarily ties up critical working capital and dangerously lengthens overall lead times. The conceptual scope of inventory extends past mere physical goods; within an application development process (Information Technology Industry), for instance, this would include the capital invested in partially written code modules or new features that have not yet been successfully delivered and released to the end user.
Operating Expense (OE)
Operating Expense represents all of the monetary resources the system spends strictly to successfully transform its inventory into productive throughput. This category includes expenditures such as labor costs, utility consumption, facility leasing fees and general administrative overhead—in essence, every necessary cost required to sustain the ongoing operation. The primary goal is to maintain the operating expense at a consistent level or manage its growth effectively, but critically, never at the cost of decreasing system throughput. TOC asserts that the pursuit of marginal expense reductions in resources that are not bottlenecks is counterproductive if that pursuit risks slowing down the pace of the actual constraint.
Five Focusing Steps
The essential core of the Theory of Constraints resides in a self-sustaining cycle of refinement, guaranteeing that every improvement effort is consistently directed toward the point where it delivers the highest leverage: the current constraint.
Identify the System's Constraint
The inaugural step and arguably the most strategically significant, mandates the isolation of the one factor that currently limits the total output of the system. A genuine constraint is defined as anything that actively prevents the organization from achieving a higher quantity of its primary goal. In a heavy industrial environment, this might be a physical asset, such as a specialized piece of manufacturing equipment with a demonstrably limited processing rate. However, constraints are frequently non-physical: they could take the form of a market constraint (inadequate customer demand), a policy constraint (an overly restrictive corporate rule or performance metric), or an intangible managerial constraint (a lack of specific, highly trained personnel).
A physical constraint reveals itself visually as the resource consistently struggling with the largest and most durable backlog of waiting work. It functions as the critical choke point where incoming work accumulates dramatically, much like how driftwood and debris collect just before a narrow, restricted portion of a river. This highly visible pile-up of work directly in front of the bottleneck confirms its status as the singular limiting factor. Even if multiple areas appear to be struggling with backlogs, only one can logically be the dominant system constraint at any specific moment; any other issues are merely temporary local anomalies or direct consequences of poorly managed workflow. A disciplined manager must deliberately resist the widespread urge to fix every minor problem and must instead focus laser-like attention on the one that is currently starving the entire system of its potential output.
Exploit the Constraint
Once the bottleneck has been precisely identified, the subsequent step necessitates immediately maximizing its existing productivity without committing to substantial capital outlay. This is known as the exploitation phase, during which every single unit of the constraint's available time must be utilized in the most productive manner possible. A useful analogy is thinking of the constraint as a heavily capitalized asset: you must extract the absolute maximum value before you consider investing in entirely new, heavier equipment.
Exploitation means posing crucial questions: “How can we ensure this resource never processes faulty input, never sits idle waiting for a necessary task and never executes a task that could easily be accomplished by any other non-constrained resource?” This rigorously requires implementing stringent quality checks before the work reaches the bottleneck, guaranteeing that only perfect components are permitted to enter the constrained process. It also demands meticulously optimizing the constraint's processing schedule to prioritize the most lucrative and time-critical customer orders first. Furthermore, it involves purposefully offloading less complex or non-critical tasks from the constraint to underutilized non-constrained resources, thereby ensuring the bottleneck focuses its effort solely on the high-value operations that it alone possesses the unique capability to perform. For instance, any extensive preparation work, such as machine setup or job staging, must be executed upstream, while final inspection or cleanup tasks must be systematically moved downstream.
Subordinate Everything Else
The third step often presents the greatest challenge from an organizational culture perspective, as it requires a fundamental and counter-intuitive shift in how all non-constrained resources are permitted to function. Subordination dictates that every single element of the system must rigorously conform its working pace and established procedures to fully support the rate of the constrained resource, even if this requirement means they must operate sub-optimally or below their maximum local capacity by traditional efficiency measures. Every non-bottleneck station must be prepared to intentionally slow its pace, enter periods of temporary idle time, or deliberately produce less than its maximum possible output to ensure the constraint is neither overwhelmed with useless work nor completely starved of necessary input.
This concept flies directly against the conventional manufacturing mentality of believing that “all expensive machinery must be kept busy at all times”. In a properly implemented TOC environment, non-bottleneck resources must be positioned in a state of readiness, waiting patiently for work released by or destined for the constraint, which means they will inevitably experience planned, necessary idle time. This intentional waiting is not defined as waste; rather, it is correctly understood as the necessary cost required to enable the constraint to achieve its maximum throughput. The flow dynamics throughout the entire system should be visualized as a military convoy moving across difficult terrain, led by the slowest, heaviest vehicle; every faster vehicle must deliberately adjust its velocity to match the specific speed of the leader to prevent the convoy from losing cohesion and falling apart. If a non-bottleneck operation accelerates its pace and pushes work too quickly, it only results in an immediate increase of the work-in-progress inventory queue directly in front of the constraint, which actively impedes the flow and wastes corporate capital.
Elevate the Constraint
If and only if, the full potential of the existing constraint capacity has been extracted (exploitation) and the entire remaining system has been perfectly aligned to its needs (subordination), but the constraint still limits the desirable throughput, the fourth step is initiated: to elevate it. Elevation means committing significant, tangible resources—such as capital investment, engineering time, or advanced technology—to fundamentally increase the constraint's productive capability. This is the stage where large-scale financial expenditures become justified, such as acquiring a redundant machine, implementing a significant system upgrade to the existing machinery, or hiring and rigorously training new specialized operational staff.
Crucially, the decision to elevate should only be considered after the effectiveness of the initial three steps has been comprehensively verified. Without proper exploitation and disciplined subordination, any major financial investment risks becoming an expensive waste, as the fundamental systemic flaws and poor operating policies will simply persist. By the time the managerial team reaches this step, they possess irrefutable, validated data proving that the constraint is operating at its maximum possible effectiveness and that the financial health of the entire system remains critically dependent upon its limited capability. This data-driven approach significantly de-risks the investment, guaranteeing an immediate and measurable return on the specific expenditure.
Repeat the Process
Successfully increasing the capacity of the original constraint always means that the former bottleneck has inevitably been relieved and a new resource elsewhere in the system has emerged as the subsequent limiting factor. When the capacity of the original constraint is enhanced, the point of maximum tension immediately transfers to another area of the operation. Therefore, the process is inherently a continuous, iterative cycle; the organization must promptly return to Step 1 and rigorously identify the newly established weakest link.
A significant organizational hazard in this final step is the prevalent danger of managerial complacency. The leadership team might prematurely celebrate the effective removal of the old bottleneck and fail to immediately recognize that the strategic game of flow management has not concluded; it has simply moved to a different part of the operational playing field. This mandatory repetition guarantees that the organization maintains its focus on continuous, maximum-impact improvement, systematically dismantling capacity limitations one after the other, thereby ensuring a path toward dynamic and accelerating commercial growth. This constant vigilance is the true measure of an organization committed to TOC.
Drum-Buffer-Rope (D-B-R)
The subordination step (Step 3) is implemented in practice using a scheduling and control system known as Drum-Buffer-Rope (D-B-R). This is the key engineering logic that converts the theoretical principles of TOC into tangible shop-floor control (Manufacturing Industry).
Drum: Setting the Beat
The “Drum” represents the pace set by the constraint. Because the bottleneck dictates the output of the entire system, its optimal operating schedule becomes the “drumbeat” that all other resources must follow. The Drum schedule must be completely synchronized, ensuring the constraint always processes the most critical, profitable work first and never experiences starvation or wasted time. This schedule is the master production plan for the entire organization, not just the bottleneck itself. Metaphorically, the Drum is the engine's single, slowest piston and all other parts must match its rhythm.
The Buffer: Protecting the Constraint
The “Buffer” is a strategically determined amount of time, measured in hours or days, that represents the maximum allowed queue of work-in-progress inventory permitted immediately in front of the constraint. The Buffer's purpose is purely protective: it guards the constraint against unexpected fluctuations (e.g., quality issues, minor breakdowns, or late material deliveries) occurring in the non-constrained upstream processes. The Buffer acts as an insulating layer of protective inventory, ensuring that even if an upstream resource stalls momentarily, the constraint always has work waiting, thereby guaranteeing the Drum never stops beating. The size of this Buffer is meticulously tracked and any repeated shrinkage (running low on inventory) or excess growth (too much inventory) serves as a powerful diagnostic signal for managers, pointing to areas needing process correction.
The Rope: Linking Release to the Drum
The “Rope” is a communication signal or material release mechanism that dictates when and how much raw material can be introduced into the very start of the production process. The length of the Rope is determined by the constraint's schedule (the Drum). To prevent excessive inventory from piling up unnecessarily in front of the bottleneck (violating the subordination principle), the initial release of raw materials must be “pulled” by the needs of the constraint, not “pushed” by the capacity of the initial resources. The Rope ensures that the flow of work beginning at Step 1 is subordinated to the pace of the Drum (the constraint), thereby preventing the wasteful accumulation of work-in-progress within the system.
The Thinking Processes (TP)
Beyond operational control, TOC provides the Thinking Processes (TP) to systematically address the organizational policies and fundamental assumptions that often serve as the non-physical constraints limiting growth and performance (Strategic Management Industry). These logical tools structure and resolve systemic conflicts.
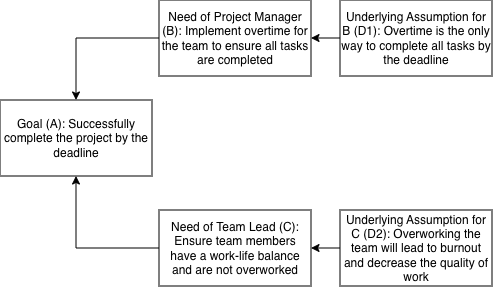
The Evaporating Cloud
The Evaporating Cloud (EC), often referred to as the Conflict Resolution Diagram, is used to identify and logically dismantle the underlying, often hidden, conflicts that block desirable change. It forces the management team to articulate two mutually exclusive requirements (e.g., “We must reduce inventory” and “We must ensure quick customer response”) and the shared objective they are meant to achieve. By mapping the logical assumptions that link the requirements to the necessities, the team can find the single faulty assumption—the “cloud”—that prevents resolution. Once this critical assumption is “evaporated”, a breakthrough solution becomes possible, resolving the policy constraint.
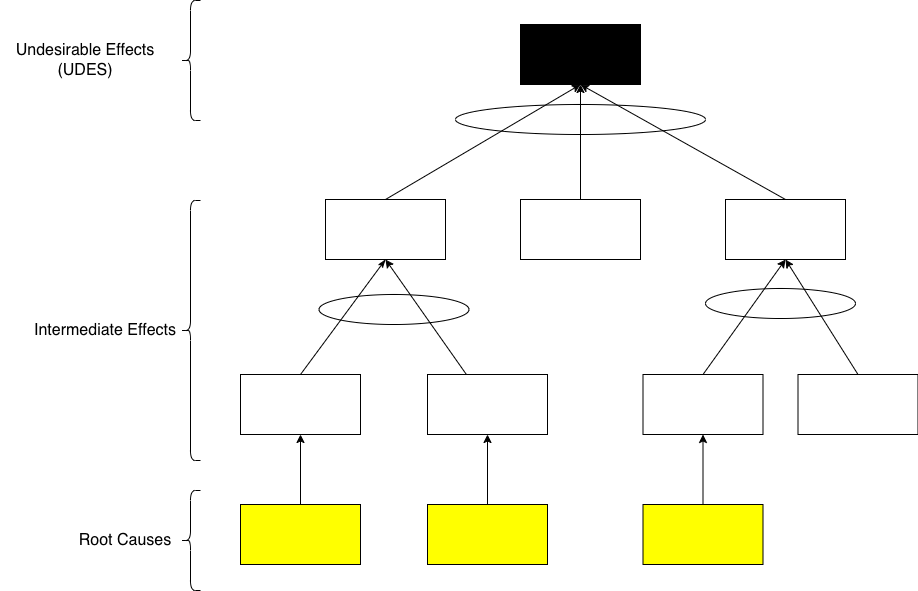
The Current Reality Tree (CRT)
The Current Reality Tree (CRT) is a sophisticated logical cause-and-effect tool used to diagnose the totality of an organization's interconnected problems. It starts with a list of “Undesirable Effects” (UDEs) observed across the system. The CRT then maps the root causes and intermediate effects that connect these UDEs, using strict rules of logic. This diagram inevitably points to a small handful of “Core Conflicts” or a single Core Constraint that generates the majority of the organization's undesirable symptoms. The CRT shifts the focus from treating surface-level symptoms to addressing the deep-seated root cause that drives them all, ensuring improvement efforts are maximally effective.
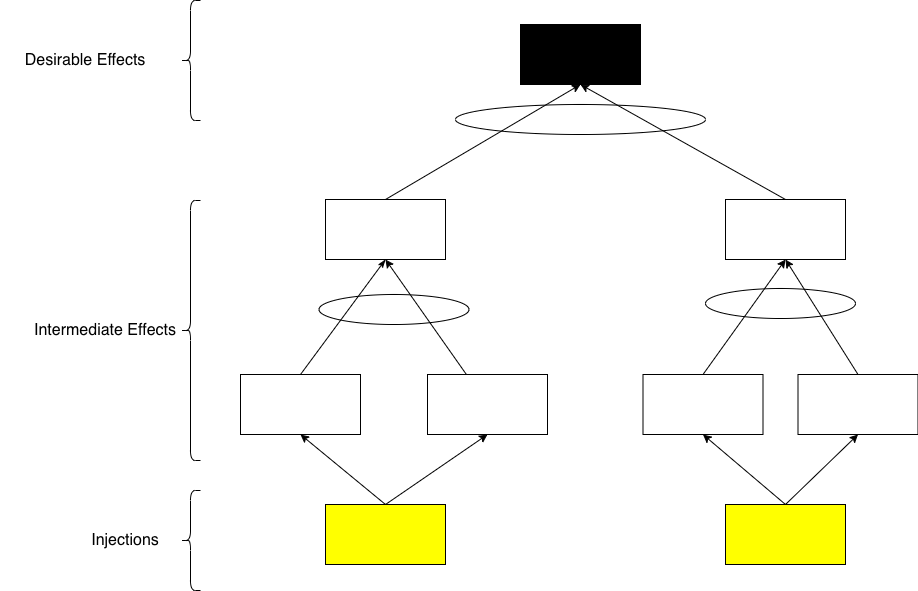
The Future Reality Tree (FRT)
Once the Core Constraint has been identified via the CRT, the Future Reality Tree (FRT) is used to validate the proposed managerial intervention. It logically maps the action plan, showing how the proposed change (the “injection”) will eliminate the Core Constraint and, through a chain of positive cause-and-effect, lead to new “Desirable Effects” (DEs) while ensuring no new problems are inadvertently created. The FRT acts as a proactive simulation tool, validating the proposed solution before it is physically implemented, saving time and investment.
Case Study: Southwest Airlines
Southwest Airlines Co. (Southwest) offers a compelling example of a publicly traded firm that, through its focused operational model, exhibits classic Theory of Constraints management, particularly concerning its aircraft turnaround process.
The company recognized early that in the high-volume, short-haul model, the most significant system constraint affecting overall throughput was the gate time—the duration an aircraft spent on the ground between landing and taking off again. This time limited the number of flights per day that could be completed by the fixed fleet size. While other airlines tolerated ground times often exceeding one hour, Southwest made 25 minutes its ruthless goal.
Exploitation
The company rigorously exploited this constraint by standardizing its entire fleet to only one type of aircraft (Boeing 737s). This policy eliminated the time wasted by ground crews having to learn multiple maintenance, refueling and baggage handling procedures for different aircraft types. Every minute of ground time was maximized by having multiple personnel roles execute tasks simultaneously rather than sequentially. This involved a deep review of procedures to extract all available productivity from the existing gate capacity.
Subordination
Southwest subordinated its entire operational ecosystem to supporting the aggressive 25-minute turnaround goal. Pilots, flight attendants and ground crew members were cross-trained and empowered to handle tasks outside their traditional job descriptions (e.g., flight attendants assisting with cabin cleaning). The baggage handling process, crew scheduling and refueling contracts were all designed and managed to align perfectly with the pace set by the aircraft on the ground. Non-critical activities, such as assigning seats (which would lengthen boarding time), were eliminated entirely. Crucially, the non-constrained resources (like the flight planning department) accepted the cost of this extreme standardization because it enabled the maximum throughput of the constrained asset (the plane at the gate).
Elevation
The company continuously invested in systems that directly elevated the constraint. This included advanced scheduling software to minimize air traffic delays (which would unpredictably starve the constraint) and significant long-term investments in crew training and motivational programs that boosted the human element of the constraint. However, their primary elevation strategy was effectively maximizing the flight hours of the existing fleet, making each aircraft function as if the company had bought more planes, without the capital cost.
Repeat
As Southwest mastered the gate-time constraint, the limiting factor naturally shifted, often becoming crew duty limitations or air traffic control flow (Aviation Industry). The organization's consistent focus remains on identifying the next most limiting factor to maintain its high-frequency, low-cost operational advantage. This systematic focus on the constraint allowed the company to consistently achieve superior aircraft utilization rates compared to its competitors, validating the tremendous power of focused system management.
The Theory of Constraints (TOC), conceived by Dr. Eliyahu M. Goldratt, presents a systematic and highly disciplined method for achieving accelerated and enduring organizational enhancement. The core premise establishes that the performance of any system is exclusively governed by a singular constraint. The methodology is built upon the Five Focusing Steps: first, you must Identify the constraint; second, you must Exploit its inherent capacity; third, you must Subordinate all other resources to its productive pace; fourth, you must Elevate the constraint through necessary investment; and finally, you must Repeat the complete cycle continuously. This persistent process compels organizations to abandon counterproductive local optimization efforts and instead concentrate all available energy on maximizing total system throughput, guaranteeing systematic and accelerating movement toward their highest strategic objectives.
Citation
Cite this article
Sridharan, M. A. (2024, November 4). Theory of Constraints. Think Insights. https://thinkinsights.net/strategy/theory-constraints (Accessed [[ACCESS_DATE]])
Sridharan, Mithun A. "Theory of Constraints." Think Insights, 4 Nov. 2024, https://thinkinsights.net/strategy/theory-constraints. Accessed [[ACCESS_DATE]].
Mithun A. Sridharan, "Theory of Constraints," Think Insights, November 4, 2024, https://thinkinsights.net/strategy/theory-constraints. Accessed [[ACCESS_DATE]].
Sridharan, M.A. (2024) 'Theory of Constraints', Think Insights. Available at: https://thinkinsights.net/strategy/theory-constraints (Accessed: [[ACCESS_DATE]]).
M. A. Sridharan, "Theory of Constraints," Think Insights, 2024. [Online]. Available: https://thinkinsights.net/strategy/theory-constraints. [Accessed: [[ACCESS_DATE]]].
Sridharan MA. Theory of Constraints. Think Insights. Published November 4, 2024. Accessed [[ACCESS_DATE]]. https://thinkinsights.net/strategy/theory-constraints
Test Your Knowledge
Theory of Constraints
Challenge yourself on the concepts from this article and see how well you understood them.
Subscribers get weekly quizzes and insights — subscribe free
Sponsor this article
Partner with Think Insights
Reach 50,000+ business leaders, consultants, and strategists. Feature your brand alongside expert articles on strategy, leadership, and digital transformation.
Become a Sponsor